


Empty bottle inspectors rank among the most critical inspection equipment for all glass bottle production lines. Both new and recycled bottles rely on precise inspection by Purita. Designed as an in-line inspection machine, it integrates comprehensive testing for bottle mouth, body and base with an inspection accuracy of up to 99.9%. It ensures empty glass bottles meet production specifications prior to filling and prevents defective products from entering the market to damage brand reputation.
|
Scope of application:
|
Installation position:
|
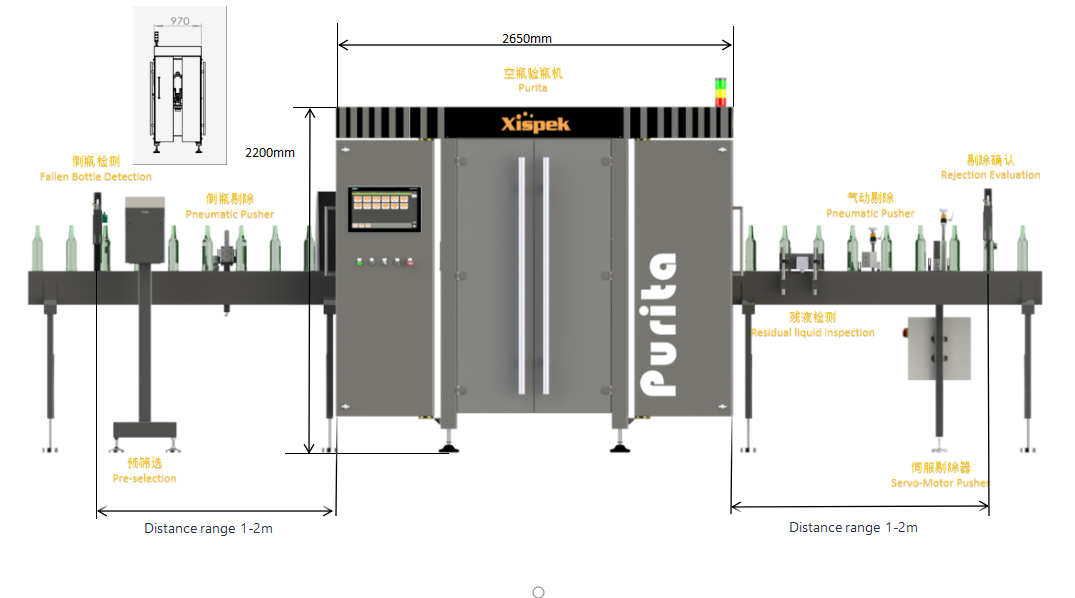
The overall dimensions of the Purita are 2650 × 970 × 2200 mm (length × width × height), with a maximum inspection capacity of 66,000 bottles per hour.
Equipped with multiple professional inspection functions, the unit delivers comprehensive quality assurance for empty bottles. As an all-round empty bottle inspector, it accurately identifies tiny and irregular bottle defects or foreign contaminants, including chipped bottle necks, dirty bottle walls, residual liquid inside bottles, as well as foreign objects such as bent paper clips, cigarette butts, razor blades, straws and beverage can pull tabs. We have supplied this inspection solution to numerous well-known breweries, beverage and purified water manufacturers.
Purita is standardly fitted with three rejectors. The first is a pneumatic rejector installed after the pre-sorting module to remove irregular bottles. The second is mounted on the single-row conveyor at the outlet of the inspector to reject bottles with bottle mouth defects. The third is a servo-controlled rejector placed after the residual liquid detection station. It rejects bottles with residual liquid and sends them back to the bottle washer for re-cleaning to reduce production waste.
 Bottle outer wall inspection
Bottle outer wall inspection
Bottle mouth inspection
Bottle base / Bottom inspection
Residual liquid inspection
Test bottle program
 External bottle thread inspection (Optional)
External bottle thread inspection (Optional)
Bottle inner wall inspection (Optional)
Sensor-based Selecta S
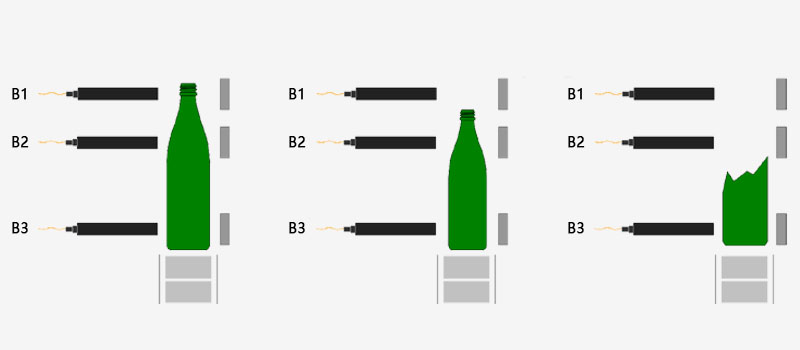
The Selecta S is equipped with three photoelectric sensors. It identifies over-height, under-height and inverted bottles by detecting bottle contour and height; additionally, it checks for the presence of caps to avoid disruptions to downstream production.
CCD camera-based Selecta G (Optional)
Selecta G adopts camera-based image recognition technology to inspect bottle height, colour and contour features with higher precision. It reliably distinguishes green, brown and transparent glass bottles and prevents irregular bottles with subtle dimensional differences from entering subsequent production processes.
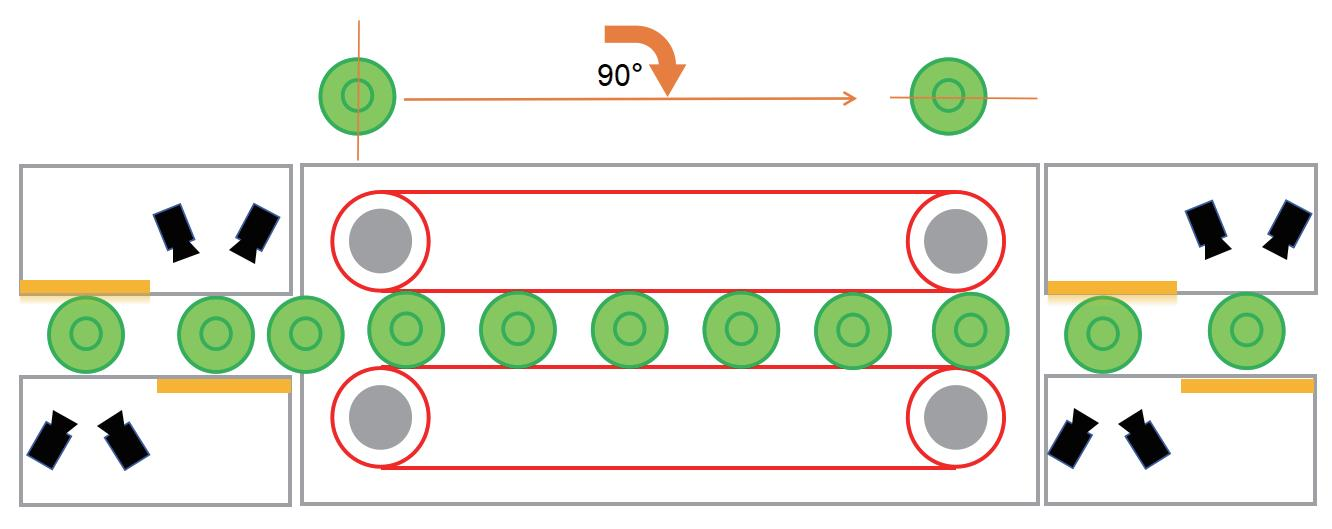

This function mainly detects foreign objects attached to bottle walls, such as adhesive tape, cigarette ash and other contaminants.
The bottle outer wall inspection system is equipped with a total of 8 cameras, operating via four inspection modules at the infeed and outfeed sides. After the first inspection at the infeed side, two drive motors rotate the glass bottles by 90 degrees for a second inspection at the outfeed side, enabling 720° full coverage of the bottle surface. Each camera is arranged with a specialized layout. Combined with polarized light sources and polarized lenses, the system suppresses scattered light interference and improves image contrast. It achieves reliable detection of transparent and translucent foreign matter on bottle walls, and eliminates imaging distortions caused by uneven glass thickness, embossed patterns and other complex surface features.
Outer Sidewall Inspection Features:
High-intensity LED lighting enables
reliable detection on dark-colored bottles.
Polarized
filters enhance identification of transparent/semi-transparent foreign
materials.
Automatic jam alarm with safety doors on
both infeed/outfeed sides for easy blockage clearance.
Removable double-layer glass design for
each exterior inspection module, ensuring durability and maintenance
efficiency.
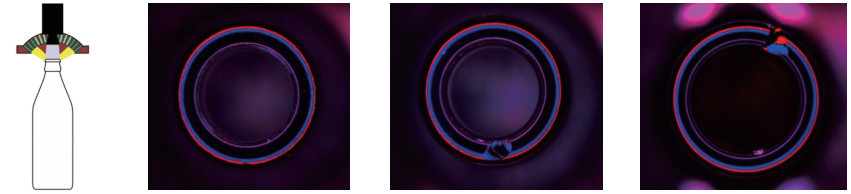
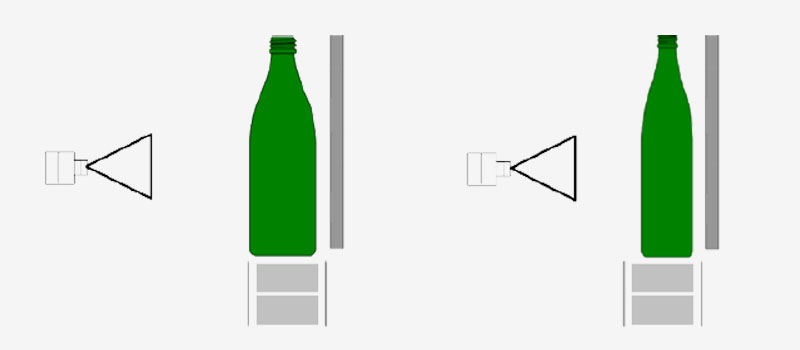
This function mainly detects defects such as dirt, cracks and notches on the bottle mouth surface.
The bottle mouth inspection module consists of high-speed color industrial cameras, custom multi-channel LED flashlights and independent photoelectric trigger sensors. Thanks to the dedicated layout of light sources and cameras for overhead inspection of upside-down bottles, tiny damages across all areas of the bottle mouth can be reliably captured. In general, bottles identified as defective by this module have no reusability. They will be rejected into the waste bottle bin and will not be returned to the bottle washer.
The bottle mouth inspection system features the following characteristics:
Utilizes high-speed color industrial
cameras
Incorporates independent trigger sensors
Employs different color LED light sources
for various bottle mouth types
Offers adjustable height to accommodate
different SKUs


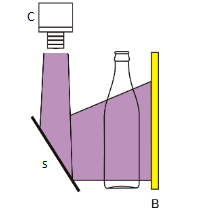
The system primarily detects dirt and
foreign materials at the bottle bottom, such as transparent cigarette packaging
film or cigarette butts.
It employs specialized lens imaging
technology paired with custom-designed optical lenses to enhance the visible
area of the bottle bottom. By analyzing
grayscale variations across different regions of the captured image, the system
determines whether the bottle bottom meets standards. Additionally, a polarizing filter is
integrated to detect transparent materials like cigarette film. A trigger sensor is installed at the module’s
front to precisely control the image-capturing timing. A brush and an automatic air-blowing device
are also equipped to remove residual water under bottle after washing, eliminating
interference during inspection.
Under normal conditions, bottles identified
as contaminated by the bottom inspection module are rejected by a second
ejector.The ejector removes non-compliant bottles to a rejection platform,
after which they are conveyed back to the bottle washer for re-cleaning.
Bottle Bottom Inspection Features:
Incorporates polarizing filters for
enhanced detection of transparent/semi-transparent contaminants
Features an easily detachable and
replaceable outer structure with dual-light-source protection design
Height is adjustable to accommodate glass bottles of varying heights
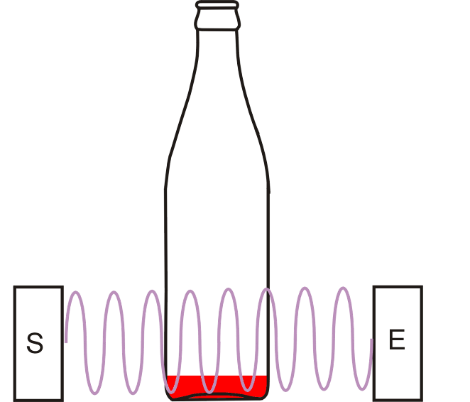
It mainly detects residual liquids inside bottles, including lye and water.
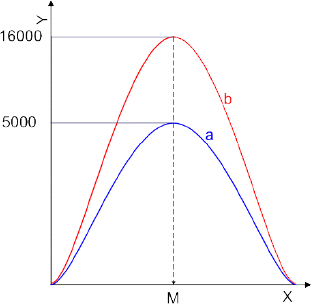
The residual liquid inspection applies the principle of high-frequency electromagnetic fields. The high-frequency sensor consists of a transmitter and a receiver, which are mounted on both sides of the conveyor. Measured values are displayed as waveform curves. The system can reliably detect water deposits deeper than 4 mm and lye residues exceeding 1 ml at the bottle bottom.Residual liquid inspection is based on the high-frequency electromagnetic field principle. The high-frequency sensor comprises a transmitter head and a receiver head mounted on both sides of the conveyor. Measured data are displayed in waveform curves. The curve rises much steeper when residual liquid remains inside the bottle, allowing production technicians to observe the result intuitively. This technology can effectively detect residual water with a depth over 4 mm at the bottle bottom and caustic liquor above 1 mL.
Bottles contaminated with residual lye will be sent back to the bottle washer for re-cleaning.
The residual liquid detection system features the following characteristics:
An intelligent signal processing system for
accurate identification of water and alkaline solutions
A closed-loop quality control system that
uses dedicated ejectors to remove defective bottles to a platform, where they
are conveyed back to the bottle washer for recleaning
The test bottle program is equipped with a scheduled self-check reminder function. It feeds a set number of defective bottles within a specified time period or production batch. The system intelligently compares preset defect data with actual inspection results and automatically generates a visual report with deviation analysis.
In addition, the system features a multi-level intelligent early warning mechanism. If the inspection process malfunctions or abnormalities occur, it will activate three sequential responses: audible and visual alarm, production line speed reduction and emergency shutdown. Managers can monitor inspection data in real time to ensure inspection accuracy, reduce production losses and keep the production line running steadily.

It mainly detects defects on the external threads of bottle mouths.
This inspection module overcomes the drawback of conventional systems with limited shooting angles that fail to fully cover bottle neck threads. We adopt a dual-sided four-camera layout paired with a bottle rotating mechanism for image capture to ensure complete coverage of all viewing angles. After generating full 360° panoramic images, sophisticated image algorithms are applied for defect identification.
Glass bottles with flawed external neck threads have no recycling value and are rejected to prevent re-entry into production.

This function is designed to detect foreign objects and contaminants on the bottle inner wall.
It adopts an industrial camera combined with a concave-convex lens. Patterns, embossments or wear marks on recycled bottles may interfere with outer wall inspection. The additional inner wall inspection effectively eliminates such impacts and provides double protection for comprehensive bottle inspection.


Mr. Su:13912634161